



Besides new factory-fresh machines, TOMRA offers comprehensive retrofitting solutions to modernise existing inventory through software and hardware upgrades, among other things improving reliability and availability. The payoff of this approach is significant: the equipment often achieves measurable performance gains without the huge expense of a full system replacement and the potential plant adaptation costs.
By Jimmy Swira

At some point, even the most reliable and available equipment succumbs to wear and tear, and its performance suffers. Typically, this is simply a matter of time, and sorters are no exception.
For instance, some sorters may have been running for 5 to 10 years. During that time, even the best-maintained sorter will eventually show components with clear ageing effects, and end users are forced to make hard decisions on what to do next: replacement or retrofitting.
Suitable retrofitting solution
Replacement means spending more money – that is, if the budget allows. On the other hand, for customers that have opted to retrofit their sorting equipment, TOMRA has devised a suitable solution to help their operations keep pace without the need for costly full system replacements.
“Newly developed innovative solutions, such as sensors, ejection modules and processing software, can make retrofitting an attractive option for also gaining a competitive advantage,” explains Christian Korsten, Product Manager Mining Digital for TOMRA Mining.

Anton Lisickij, Service Project Manager
Modernising existing sorting machines
Consequently, the company offers retrofitting solutions that modernise existing sorting machines to enhance reliability and deliver measurable performance gains. “At its core, each retrofit is designed to transform an existing sorter, extending its lifecycle and unlocking higher performance,” Anton Lisickij, Service Project Manager explains, citing the incorporation of recent hardware and software upgrades as central to the retrofits.
TOMRA retrofits
Currently, TOMRA retrofits comprise the following:
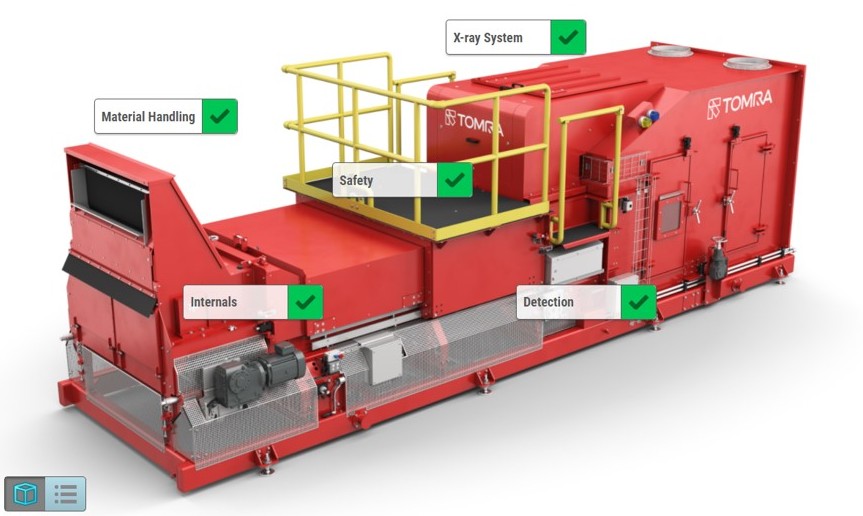
- Hardware upgrades
TOMRA recognises that on occasions hardware upgrades are essential for higher performance and reduced operational costs. For this reason, on the hardware side, its package includes, but is not limited to, the following:
- Next-generation XRT sensors enabling finer detection and more stable calibration
- Next-generation ejection modules for precise, energy-efficient material handling
- One module prioritising reliability and durability, while another focuses on air efficiency, particularly for finer grain sizes
- IO-Link sensor connectivity for real-time monitoring of critical components
- The latest LED illumination replacing existing illumination types with energy-efficient, long-lasting, maintenance-friendly lighting
- Extended TOMRA connectivity with TOMRA Insight, providing full data visibility and operational monitoring
- Software upgrades
TOMRA’s retrofit programme goes beyond mechanical and control-system upgrades, Korsten states. “Our new operating software brings older machines in line with the latest generation of ore sorting systems.”
The company’s flagship software upgrades include:
- TOMRA ACT processing software first for X-ray sorting systems
- Deep learning OBTAIN and CONTAIN performance features
- TOMRA Insight: TOMRA’s cloud-based monitoring platform that visualises sensor data, operating trends and performance insights
TOMRA’s “Full Retrofit” combines several hardware and software offerings into one comprehensive modernisation package
One comprehensive modernisation package
Presently, TOMRA’s “Full Retrofit” combines several hardware and software offerings into one comprehensive modernisation package. “Each retrofit is fully engineered and delivered as a turnkey package, which includes design, hardware supply, image processing and control deployment, commissioning, and operator training,” Lisickij adds.
“Furthermore, our application engineers and field service teams ensure that the hardware and software upgrades work together seamlessly. This provides mining customers with a smarter, more reliable machine without interfering plant integration that is ready for the future,” he adds.
A thorough analysis
The TOMRA team ensures that customers receive the most suitable comprehensive retrofitting package tailored for their equipment. Typically, the recommendation to retrofit is made after a thorough analysis of critical signs indicating that further measures to improve reliability and availability would no longer make a meaningful difference or if TOMRA sees…
Signs that a retrofit is due
In the course of operation, there are several signs that a machine is due for retrofitting, commonly:
i. Component obsolescence
Component obsolescence occurs when spare parts or technical support for older models—such as cameras, ejector control systems, or illumination components—are no longer available and requires proactive steps.
ii. Changes in process demands and throughput requirements
Changes in process demands, such as new ore characteristics, shifts in particle size ranges, or higher throughput requirements, may exceed the original design limits of existing systems. By implementing upgrades, these systems can be reconfigured to reliably accommodate the new operating conditions while maintaining process stability and performance.
iii. Other critical warning signs
Other warning signs include increased maintenance effort and costs, frequent downtime, and difficulty in achieving performance targets.
Evaluation
Afterwards, an evaluation is carried out to tailor a suitable package for the customer. Once a retrofit requirement has been identified, the planning process is meticulous.
At the outset, TOMRA evaluates the customer’s operational and business goals to identify where a retrofit would deliver the greatest value. Key factors include:
- Performance requirements such as throughput, recovery and product quality
- Technology obsolescence and component lifecycle
- Energy efficiency goals
- Downtime and maintenance reduction targets
- Customer-specific process needs
- Availability of new hardware and software features that enhance automation and operational insight
The structured approach, which accommodates critical factors, ensures that each retrofit directly supports the long-term performance and sustainability of the customer’s plant well, including the client’s return on investment for any modification taken, stresses Korsten.
Well-equipped
Looking ahead, TOMRA is well equipped to keep pace with the rapid evolution of technology and changing customer demands in sensor-based ore sorting. The company continuously optimises its retrofit processes to ensure that customers receive the most efficient and up-to-date solutions. A key focus is proactively tracking future end-of-life (EOL) components, which enables upgrades to be planned before obsolescence impacts performance or supportability.
“Our teams are constantly developing new software features aimed at enhancing system performance. We leverage improved algorithms, better integration, and evolving digital capabilities to deliver even more value from existing sorting machines,” Korsten encapsulates TOMRA’s commitment.


{kind=link}